
Auto-Protected Drill Float Valve: Advanced Erosion Resistance with Reliable Well Control
The Erosion Failure Challenge in Conventional Float Valves
Traditional float valves suffer from critical limitations:
⚠️ Rapid erosion failure in abrasive drilling fluids - 50-100 hour lifespan
⚠️ Unreliable sealing after minimal wear creates well control risks
⚠️ Frequent replacements costing $20K+ per valve in downtime and parts
⚠️ Backflow contamination causing bit nozzle plugging and drill string damage
Our patented auto-protected float valve (ZL202010103281.9) delivers:
✅ 3x longer service life through erosion-resistant design
✅ Automatic closure during well control events
✅ Reliable backflow prevention during connections
✅ Consistent performance throughout drilling operations
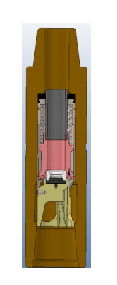
Working Principle & Protection Mechanism
Dual-Mode Automatic Operation
| Operation Mode | Valve Status | Flow Condition | Protection Function |
|---|---|---|---|
| Normal Drilling | Open | Downward circulation | Unrestricted flow path |
| Kick/Blowout | Automatic closure | Upward flow attempt | Positive well control barrier |
| Connections | Spring-assisted closure | Static/backflow | Prevents cuttings ingress |
Patented Erosion Protection System
Enhanced Material Technology:
Special alloy construction resistant to abrasive wear
Hardened sealing surfaces maintaining integrity after repeated cycles
Corrosion-resistant components for harsh drilling environments
Advanced Flow Dynamics:
Optimized flow path reduces turbulent erosion
Protected sealing surfaces away from direct fluid impingement
Reinforced critical areas where conventional valves fail first
Technical Specifications
| Parameter | Specification |
|---|---|
| Patent Number | ZL202010103281.9 |
| Pressure Rating | 5,000psi / 10,000psi / 15,000psi options |
| Temperature Rating | -20°C to 175°C |
| Cycle Life | 1,000+ operations without performance degradation |
| Materials | Special erosion-resistant alloy steel |
| Connections | API REG, IF, FH (all standard sizes) |
| Closure Time | <2 seconds from flow reversal detection |
Operational Advantages
Safety Enhancement
Automatic kick response without operator intervention
Reliable well control during unexpected pressure events
Continuous protection throughout drilling operation
Cost Reduction
Extended service life reduces replacement frequency by 3x
Minimized downtime from valve-related issues
Reduced inventory needs due to longer operational life
Performance Reliability
Consistent operation in abrasive drilling fluids
Maintained sealing capability throughout service life
Compatibility with all standard drilling practices
Field Applications & Performance Data
Application Scenarios
High-Rate Drilling with abrasive mud systems
Exploratory Wells with unknown pressure regimes
Deepwater Operations requiring reliable well control
Extended Reach Drilling with extended service requirements